金属软管施工要点及工艺参数详解
金属软管施工要点及工艺参数详解
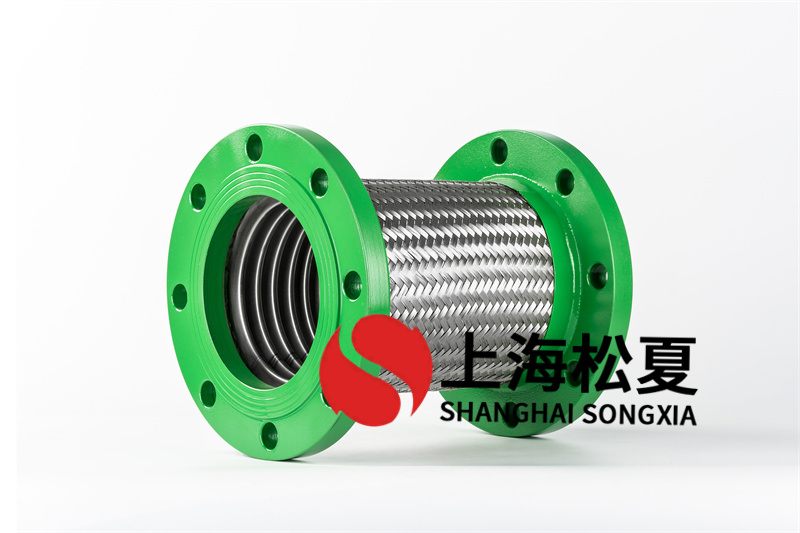
金属软管不锈钢板材表层喷砂处理规范1、技术标准1.1依据.1,抛丸除锈;1.2解决后的不锈钢板材金属软管表层应做到规定的除锈等级Sa2.5,金属软管表面粗糙度在~80um范畴内;1.3表层预备处理进行后,应在12h内开展上漆。2、不锈钢板材表层喷砂工艺工作中标准2.1相对湿度低于85%;2.2金属软管原材质外表温度最少高过漏点32.3喷漆解决前,细心消除焊疤、溅出物等附属物金属软管承受压力级别,消除原材质表层由此可见的植物油脂等污渍。
3、金属软管喷沙工程施工关键点3.1加工工艺主要参数3.1.1采用生铁砂做为耐磨材料金属软管承受压力级别,粒度分布0.5mm~1.5mm。耐磨材料需要有边角、整洁、干躁、隔膜真空泵;3.1.2喷洒解决全部空气压缩经制冷设备和油气分离器解决,确保空气压缩干躁、隔膜真空泵,空气压缩工作压力0.7MPa;3.1.3维持喷头与原材质表层的间距;3.1.4喷头管口直徑因损坏而扩大,当其直徑扩大25%时要拆换;3.1.5喷漆方位与原材质表层法线交角操纵在15~30°之内。3.2实际操作关键点3.2.1喷砂设备应尽可能挨近工作,降低管路长短和工作压力损害,防止管路过多损坏,也有利于施工队伍互相沟通交流;3.2.2喷沙金属软管力争竖直,金属软管减少压力损害和耐磨材料对软管的集中化损坏。针对工程施工时务必弯折的地区,务必常常转换方向,使损坏匀称,增加金属软管的使用期限;3.2.3为避免喷雾漏漏、空排,降低车次,提升耐磨材料使用率和工作效能,工程施工前要充分考虑,科学安排打药部位,打药线路应拟订;