金属波纹管补偿器疲劳寿命设计
金属波纹管补偿器疲劳寿命设计

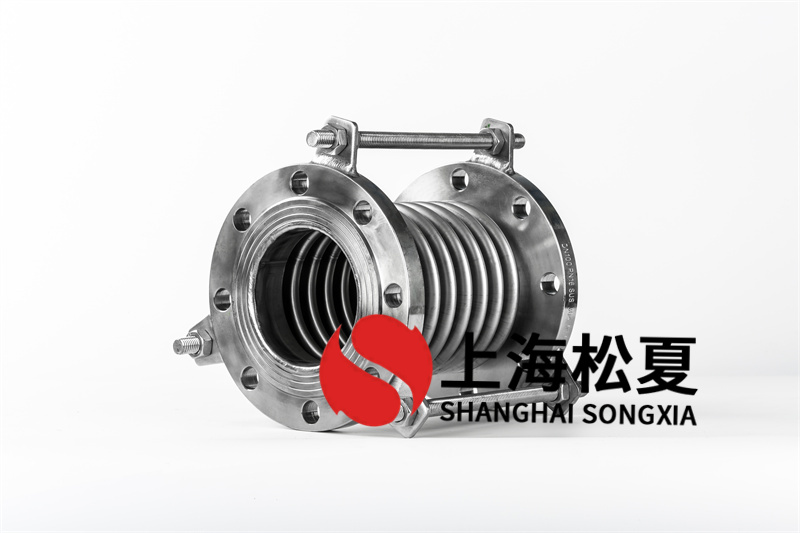
波纹管补偿器外型查验:电焊焊接规格、有没有铸造缺陷等;波纹管补偿器电焊焊接品质保证主要是严格遵守电焊焊接达标实验标准的过程控制。
一、可以用双眼观查。安裝时禁止在充压外桶上打孔、加温、敲击。尽量减少受力外桶形变,以防卡死内滑轨。为确保安裝管道补偿器时管路系統的平行度误差小,务必在安裝管道补偿器前铺装管段,随后在要安裝管道补偿器的位置断开管路。安裝好(其长短应相当于管道补偿器出入口长短),随后安裝管道补偿器并电焊焊接。管道补偿器起重吊装全过程中,吊装工具禁止安裝在承受压力外桶上,应在预期的起重吊装部位起重吊装。禁止根据形变管道补偿器来调节管路误差。水压试验时,配有管道补偿器的管线系统软件,应按施工图纸规定安裝支撑架、导向支架、滑动支架等,即可开展系统软件水压试验。如果是直埋管路,在按设计图纸规定回填土管路系统软件前,不可开展系统软件水压试验。按段水压试验前,应保证管段两边的支撑架有充足的抗压强度,以确保管段和管道补偿器的安全性。波纹管补偿器管路系统软件水压试验应是冷水,水里氯离子含量不可超标准。管道补偿器储放和采用的周边环境和气体媒质中不能带有很有可能造成管道补偿器浸蚀的有危害物质。管道补偿器在真空环境情况下采用或承担受压时,除测算内应力和疲惫使用寿命外,还要查验波纹管以及联接管路的受压和圆上可靠性。
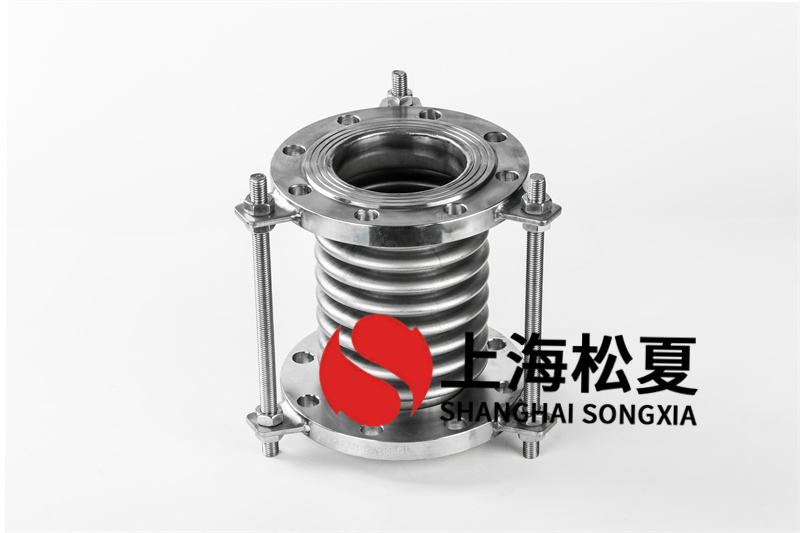
二、做焊接探伤检测不但可以检测焊接品质,还能够精确测量焊接相对高度,是最有效的检测方式。焊接探伤标准:一、Ⅰ、Ⅱ级焊缝务必开展无损探伤检测,并应满足设计规定和验收规范规定。波纹管补偿器查验焊接探伤检测汇报。二、Ⅰ、Ⅱ级焊接不可有裂痕、焊接突点、烧穿、弧坑等缺点。Ⅱ类焊接不可有表层出气孔、焊瘤、弧坑、裂痕、弧擦,水准推动力小,工程预算低。因为管道补偿器选用地脚螺栓刚性连接,不造成气体压力推动力,使支撑架的水准推动力小;再加上补偿点更少,支撑架的总量和容积大大减少。